液压机图片_液压机工作原理_四柱液压机
 |
 |
 |
|
单柱液压机 |
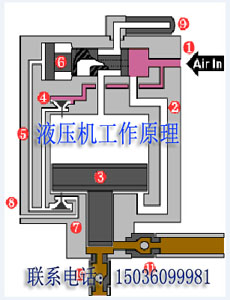
液压机工作原理 |
四柱液压机图片 |
 |
 |
 |
|
液压机图片 |
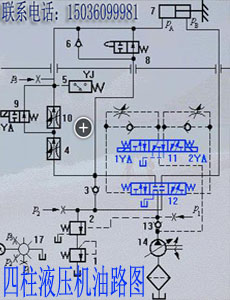
四柱液压机油路图 |
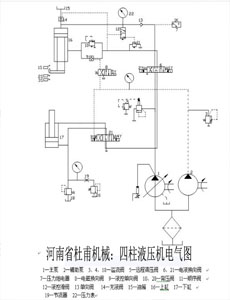
四柱液压机电气图 |
四柱液压机工作原理
四柱液压机是油泵把液压油输送到集成插装阀块,通过各个单向阀和溢流阀把液压油分配到油缸的上腔或者下腔,在高压油的作用下,使油缸进行运动。液压机是利用液体来传递压力的设备。液体在密闭的容器中传递压力时是遵循帕斯卡定律。
四柱液压机由主机及控制机构两大部分组成。液压机主机部分包括液压缸、 横梁、立柱及充液装置等。动力机构由油箱、高压泵、控制系统、电动机、压力 阀、方向阀等组成。
(二) 用途
该液压机适用于可塑性材料的压制工艺。如粉末制品成型、塑料制品成型、冷(热)挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。
四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、手动及半自动三种操作方式。
(三) 特点
机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。
液压机简介
(又名:油压机)利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。当然,用途也根据需要是多种多样的。如按传递压强的液体种类来分,有油压机和水压机两大类。水压机机产生的总压力较大,常用于锻造和冲压。锻造水压机又分为模锻水压机和自由锻水压机两种。模锻水压机要用模具,而自由锻水压机不用模具。我国制造的第一台万吨水压机就是自由锻造水压机。
工作原理
四柱液压机的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。 动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满足执行机构运动速度的要求, 选用一个油泵或多个油泵。低压(油压小于2.5MP)用齿轮泵;中压(油压小于6.3MP)用叶片泵;高压(油压小于32.0MP)用柱塞泵。各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。
安全操作
1、液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。
2、作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。
3、液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。
4、装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。
5、液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象。深圳油压机 TM系列引
6、开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象。
7、调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产。
8、对于不同的液压机型材及工件,压装、校正时,应随时调整压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件。
9、机体压板上下滑动时,严禁将手和头部伸进压板、模具工作部位。
10、严禁在施压同时,对工作进行敲击、拉伸、焊割、压弯、扭曲等作业。
11、液压机压机周边不得抽烟、焊割、动火,不得存放易燃、易爆物品。做好防火措施。
12、液压机工作完毕,应切断电源、将压机液压杆擦试干净,加好润滑油,将模具、工件清理干净,摆放整齐
维护保养
四柱液压机的常见故障和维护方法:经常在液压传动系统中,都是一些比较精密的零件。人们对机械的液压传动虽然觉得省力方便,但同时又感到它易于损坏。究其原因,主要是不太清楚其工作原理和构造特性,从而也不大了解其预防保养的方法. 液压系统有3个基本的"致病"因素:污染、过热和进入空气。这3个不利因素有着密切的内在联系,出现其中任何一个问题,就会连带产生另外一个或多个问题。由实践证明,四柱液压机系统75%"致病"的原因,均是这三者造成的。1、工作油液因进入污物而变质 2、过热 3、进入空气解决方法:对系统中一些主要精密件的清洗和装配,均应在十分清洁的室内进行,室内应有干净的地板和密闭的门窗,温度保持在200C左右。[3]其他常用维护:
1.L—HL32/GB1118—89液压油,低于20度时万用N32/GB3141的高于30度时,可用N46/GB3141。
工作用油推荐采用32号、46号抗磨液压油,使用油温在15~60摄氏度范围内。
2.油液业进行严格过滤后才允许加入油箱。
3.工作油液每一年更换一次,其中第一次更换时间不应超过三个月;
4.滑块应经常注润滑油,立柱外表露面应经常保持清洁,每次工作前应先喷注机油。
5.在公称压力500T下集中载荷最大允许偏心40mm。偏心过大易使立柱拉伤或出现其它不良现象。
6.每半年校正检查一次压力表;
7.机器较长期停用,应将各加—厂表面擦洗干净并涂以防锈油。
液压机工作介质
液压机所用的工作介质的作用不仅是传递压强,而且保证机器工作部件工作灵敏、可靠、寿命长和泄漏少。液压机对工作介质的基本要求是:①有适宜的流动性和低的可压缩性,以提高传动的效率;②能防锈蚀;③有好的润滑性能;④易于密封;⑤性能稳定,长期工作而不变质。液压机最初用水作为工作介质,以后改用在水中加入少量乳化油而成的乳化液,以增加润滑性和减少锈蚀。19世纪后期出现了以矿物油为工作介质的油压机。油有良好的润滑性、防腐蚀性和适度的粘性,有利于改善液压机的性能。20世纪下半叶出现了新型的水基乳化液,其乳化形态是"油包水",而不是原来的"水包油"。"油包水"乳化液的外相为油,它的润滑性和防蚀性接近油,且含油量很少,不易燃烧。但水基乳化液价格较贵,限制了它的推广。
优点
1. 减轻质量,节约材料。对于汽车发动机托架、散热器支架等典型零件,液压成形件比冲压件减轻20%?40%,对于空心阶梯轴类零件,可以减轻40%?50%的重量。
2.减少零件和模具数量?降低模具费用。液压成形件通常只需要1套模具,而冲压件大多需要多套模具。液压成形的发动机托架零件由6个减少到1个,散热器支架零件由17个减少到10个。
3. 可减少后续机械加工和组装的焊接量。以散热器支架为例,散热面积增加43%,焊点由174个减少到20个?工序由13道减少到6道,生产率提高66%。
4. 提高强度与刚度,尤其是疲劳强度,如液压成形的散热器支架,其刚度在垂直方向可提高39%,水平方向可提高50%。
5. 降低生产成本。根据对已应用液压成形零件的统计分析,液压成形件的生产成本比冲压件平均降低15%?20%,模具费用降低20%~30%。[4]编辑本段四柱液压机结构型式
按作用力的方向区分,液压机有立式和卧式两种。多数液压机为立式,挤压用液,结构压机则多用卧式。按结构型式分,液压机有双柱、四柱、八柱、焊接框架和多层钢带缠绕框架等型式,中、小型立式液压机还有用C型架式的。C型架式液压机三面敞开,操作方便,但刚性差。冲压用的焊接框架式液压机刚性好,前后敞开但左右封闭。在上传动的立式四柱自由锻造液压机中,油缸固定在上梁中,柱塞与活动横梁刚性连接,活动横梁由立柱导向,在工作液的压强作用下上下移动。横梁上有可以前后移动的工作台。在活动横梁下和工作台面上分别安装上砧和下砧。工作力由上、下横梁和立柱组成的框架承受。 采用泵-蓄能器驱动的大、中型的自由锻水压机常采用三个工作缸,以得到三级工作力。工作缸外还设有向上施加力的平衡缸和回程缸。[4]编辑本段常用故障排除方法
动作失灵
电气接线不牢或接错 排除方法:按照电气图检查线路
油箱注油不足排除方法:加油至油标位
滑块爬行
1系统内积存空气或泵吸油口进
排除方法:检查吸油管,然后多次上下运行并加压
2精度调整不当或立柱缺油
排除方法:重新调整精度,立柱表面加油
滑块下行时带压
1支撑压力过大
排除方法:调整先导阀,使用带压不大于1Mpa
停车后滑块下滑严重
缸口(或活塞)密封圈漏油排除方法:检查密封圈,如有损坏则应更换
先导阀预调压力太小排除方法:调整压力值
插装阀阀口密封不好排除方法:检查阀口重新研配
压力表指针摆动厉害
压力表油路内存有空气 排除方法:上压时拧松接头放气
管路机械振动排除方法:检查管路是否松动,松动则卡牢
压力表损坏排除方法:更换压力表
高速时行程速度不够,上压慢
压力补偿变量泵流量太小排除方法:按照油泵的要求说明进行调整
泵磨损或者烧伤排除方法:若油泵的泄油口出油量大于4L/min,应拆下检修
系统内漏油排除方法:检查各部位相应环节
保压时压力降得太快
参与密封的各阀口密封不严或管路漏油 排除方法:检查相应阀的密封扣件是否损坏,若损坏则更换。修焊渗漏的管路,并加压调试是否正常。
主缸内密封圈损坏排除方法:更换密封圈
上述介绍只对一般情况作概略说明,实际使用过程中发现故障后,应先分析原因,在做逐一排查。
|
液压压力机 |
液压机安全操作规程 |
 |
|
|
液压凿岩机图解 |
液压折弯机应用、参数、特点 |
|
|
|
相关产品
 |
 |
 |
| 油压机 | 四柱液压机 | 液压压力机 |
河南省杜甫机械制造有限公司
公司地址:河南省巩义市站街开发区
公司电话:0371-64422067
手机号码:18624915999
公司邮箱:dufujx@foxmail.com
公司网址:http://www.13803895590.com
手机版 备案号:豫ICP备12007906号-8